Mikä maksaa?
Pohdintaa valettujen korujen hinnanmuodostuksesta.
Kesällä kuuntelin, kun markkinoilla asiakkaat kommentoivat valettuja pronssikoruja jotakuinkin niin, että "Tuollainenhan on helppo tehdä. Kaivertaa vaan metallinpalaa ja valmista on. Aika hintava niin pienitöiseksi jutuksi". Pisti hymyilyttämään.
Eihän korunteko mitään rakettitiedettä ole, mutta kyllä se sitä ammattitaitoa ja määrätietoisuutta vaatii. Tarkastellaanpas tässä erään korun valmistusprosessia, ihan alusta alkaen.
Inspiraatio & vahamalli
Professori Björn Weckström suunnitteli aikanaan Lapponialle korumalliston jonka kaikkein kuuluisin koru lienee Tähtien Sota -elokuvassa esiintynyt prinsessa Leian koru Planetaariset laaksot.
 |
| Kuva lainattu Lapponian sivuilta |
Lähdin työstämään korusta omaa versiotani pronssivaluna. Referenssinä käytin korun kuvia ja kaivertelin koruvahasta jonkinlaisen malliversion. Vasta myöhemmin kuulin, että vastaavanlaisen visuaalisen efektin olisi saanut helpommin esimerkiksi tinalevyä taivuttelemalla, mutta siihen mennessä vahamalli oli jo mielestäni tarpeeksi hyvännäköinen valuun.
 |
| Erään vahamallin alku |
Vahakuusi
Olen esitellyt pronssivalua jo aiemminkin, mutta kertaus on opintojen äiti.
Aivan ensimmäiseksi tehdään ns. vahatappi, mihin kaikki vahamallit kiinnitetään. Niitä saa ostaa valmiinakin, mutta koululla vahatappi tehdään dippaamalla metallitappia sulaan vahaan, kuten kynttilänteossa. Vahatappi kiinnitetään telineeseen, ja siihen rakennetaan vahatikuista ns. valukuusi, jonka jokaisena "oksana" on valettava koru. Isompiin koruihin tulee useampi tappi jotta pronssi sitten aikanaan varmasti täyttää koko korun pinta-alan. Korujen kiinnittämiseen käytetään vahakolvia, jolla sulatetaan vahatikkua hieman niin että vahatikku kiinnittyy sekä kuusen runkoon että koruun. Ei sulateta korumallia! Tässäkin kohtaa tarkkuus on oltava huippuluokkaa, sillä kaikki virheet ja pienet vahinkovahatipat toistuvat myös valmiissa työssä.
 |
| Vahakuusi ja vahakolvi |
Kuusta rakentaessa on huomioitava se, etteivät korut kosketa toisiaan sillä muuten seurauksena on yhtenäinen köntti. Lisäksi kaatosuunnan huomioon ottaminen on erittäin tärkeää. Mallin ympärille valettavalla kipsillä sekä kipsimuottiin kaadettavalla sulatetulla pronssilla on oltava esteetön kulku korun jokaiseen osaan. Ilmataskuja ei saa jäädä.
 |
| Vahakuusi on jo kiinnitetty kumialustaan kipsivalua varten. Alustassa on kupera pohja josta tulee myöhemmin valukanava. |
Kipsaus
Kun vahakuusi on valmis se kiinnitetään kumijalustaan. Kumialusta puolestaan kiinnitetään metallikehikkoon, joka on kiedottu maalarinteippiin. Tähän kehikkoon valetaan kipsi, ja rei'ät on luonnollisesti tukittava jollakin siksi aikaa kun kipsi kuivuu. Kipsi muodostaa eräänlaisen nappulapinnan kehikon ympärille ja pitää muotin liikkumatta kehikossa koko valuprosessin ajan.Huomatkaa, että koko kipsausvaiheen ajan korumuotti on kehikon sisällä ylösalaisin, kuusen "latva" sojottaa alaspäin ja oksat (eli korut) ylöspäin.
 |
| Kehikon teippaus |
 |
| Vahakuusi kehikossaan, pohja ylöspäin |
 |
| Kipsin kaato |
 |
| Alipainekone, kipsi kuvun alla |
Valmis kipsimuotti nostetaan tavalliseen kotitalousuuniin yön yli, noin 175 asteeseen. Muotti on edelleen ylösalaisin siten, että muotin sisällä olevat vahat sulavat ja valuvat kaatokanavan kautta ulos yhdessä vahakuusen tapin kanssa.
Valupäivä
Seuraavana päivänä tarkistetaan, että vaha on sulanut muotista ulos ja metallinen valutappi ei tuki kaatokanavaa. Vasta nyt muotti käännetään oikeinpäin. Muotti nostetaan kuumasta uunista kipsinpolttouuniin, joka hiljalleen nostaa muotin lämpötilaa n. 790 celsiusasteeseen ja pudottaa sen sitten 500 asteeseen. Viimeistään tässä vaiheessa kaikki vahajäämät palavat pois kipsimuotista jättäen kipsiin korun muotoisen valuaihion. Tähän menee yleensä 8-10 tuntia, eli koko työpäivä. Valamaan pääsee, kun muotin lämpötila on noin 500 astetta. Sitä odotellessa voi valmistautua valuun eli sahata pronssiharkosta tarvittava määrä metallia ja asetella alipainevalukoneen kumieristeet paikoilleen. |
| 1,2 kiloa pronssia leikattuna upokkaaseen. Taustalla alipainekone ja tuore, pinkki kumieriste. |
 |
| Kaasua ja happea. Asetyleenivehkeet |
 |
| Opettaja sulattaa pronssia. Kipsimuotti odottaa vielä vuoroaan sinisessä uunissa. |

Valettu kuusi nostetaan hetkeksi jäähtymään pöydälle. Hehkun vähän laannuttua voi valun heittää vesiämpäriin, jolloin kuuma kipsi kiehuu sen ympäriltä pois. Höyryn hengittämistä tulee välttää sen karsinogeenisten ominaisuuksien vuoksi.
 |
| Kipsin pesua heti valun jälkeen |
 |
| Vastapesty valu. Keskellä näkyy oma pronssimallini. |
Valuun jää pesun jälkeenkin yleensä melko paljon kipsiä, varsinkin kaikkiin onttoihin ja kuperiin pintoihin. Tuore pronssikuusi viedään yleensä hiekkapuhallukseen kipsin irroittamiseksi.
 |
| Hiekkapuhalluslaite |
 |
| Hiekkapuhalluslaite sisältä |
Valun viimeistely
Putsatusta kuusesta sahataan irti kaikki ehjä ja onnistunut. Näin isoihin valuihin voi helposti jäädä vajaita valuja useampiakin kappaleita. Ne, mitä ei voi pelastaa, voidaan kuitenkin sulattaa uudelleen seuraavaan valuun. Työt viimeistellään mm. sahalla, viilalla, dremelillä, hiekkapaperilla, kiilloitusvahalla ja kiilloitusrummulla.
 |
| Kiilloitusrumpu |
Ja näin on pronssikorun ensimmäinen vaihe valmis!
Mallintaminen
Kun on kyseessä koru joka koostuu identtisistä palasista ei tulisi mieleenkään kaivertaa jokaista kappaletta vahasta erikseen. Niistä voisi kyllä saada samankaltaisia, mutta ei mitenkään aivan samanlaisia. Helpointa on tehdä silikonimuotti yhdestä onnistuneesta kappaleesta ja replikoida alkuperäinen malli muotilla. Eli aloittakaamme silikonimuotin teko:
 |
| Pronssivalettu palikka korusilikonissa. Yläreunassa erillinen haarakappale vahavalua ajatellen. |
Käyttämäni Castaldo-muottisilikoni on muovailuvahamaista, sitkasta ainetta. Se painellaan sopivan kokoisen muottikehän sisään kahdessa osassa. Ensin muottikehä täytetään puoliväliin. Sitten silikonin ja korun pinta sivellään talkilla joka ehkäisee osien tarttumista toisiinsa (=helpottaa muotin avaamista). Koru painetaan silikoniin, ja samalla muottiin painetaan kohdistusta varten pienet kolot, jotka myös sivellään talkilla. Pienet silikonipallot pudotetaan koloihin kohdistimiksi ja koko muotti täytetään silikonilla.
Valmis paketti laitetaan prässiin joka kuumentaa muottia ja saa silikonin vulkanisoitumaan, eli ikään kuin nesteytymään ja sitten kypsymään kiinteäksi jolloin se täyttää muotin jokaisen pienenkin rakosen ja tekee tarkan replikan alkuperäisestä palasta.
 |
| Silikonimuotin vulkanisoija |
 |
| Purso |
Jäähtynyt muotti avataan varovasti. Mikäli talkkia on ollut liian vähän ja osat ovat tarttuneet toisiinsa voi muotin aukaisua avittaa veitsellä.
 |
| Valmis muotti eli "läski". Huomatkaa sivujen kohdistuspalat ja valmis vahakanava yläreunassa |
Muotin täyttämiseen tarvitaan paineistettu vahapönttö. Pönttö sulattaa koruvahan n. 65 asteessa ja paineilma työntää sulan vahan mallin jokaiseen kohtaan. "Truuttaaminen" on jälleen käsityötä, ja jokainen läski on erilainen vaatien omanlaisensa otteen. Läski puristetaan kahden levyn väliin ja läskissä oleva vahakanava asetellaan vahatruuttaa vasten. Paine hoitaa periaatteessa loput.
 |
| Truuttaus käynnissä. Essua suositellaan roiskeiden takia. |
 |
| Onnistunut vahamalli |
Muotissa olevan vahan on annettava jäähtyä tovi ennen sen avaamista. Hyvässä tapauksessa malli toistuu virheettömästi ja on heti valmis uuteen vahatruuttaukseen. Aina ei kuitenkaan mene niin kuin Strömsössä, vaan vajaita vahamalleja tulee usein.
 |
| Puolet puuttuu. |
Toisto
Tästä pisteestä koko valuprosessi alkaa käytännössä alusta. Minulla oli käsissäni pari- kolmekymmentä liki identtistä vahamallia jotka vaativat pientä korjailua ja osa joutui hylkykoriin. Mutta koko valuprosessi pitää vielä toistaa ennen kuin kaikki käädyn palaset ovat koossa:
Valukuusen tekeminen
Kuusen valaminen kipsiin
Kipsin kuumennus
Pronssin sulatus & valu kipsimuottiin
Pronssivalun puhdistus ja hiekkapuhallus
Hionta, kiilloitus ym. viimeistelyt
Korun kokoaminen
Ja sitten itse asiaan: korun kokoamiseen.
 |
| Palaset melkein valmiina |
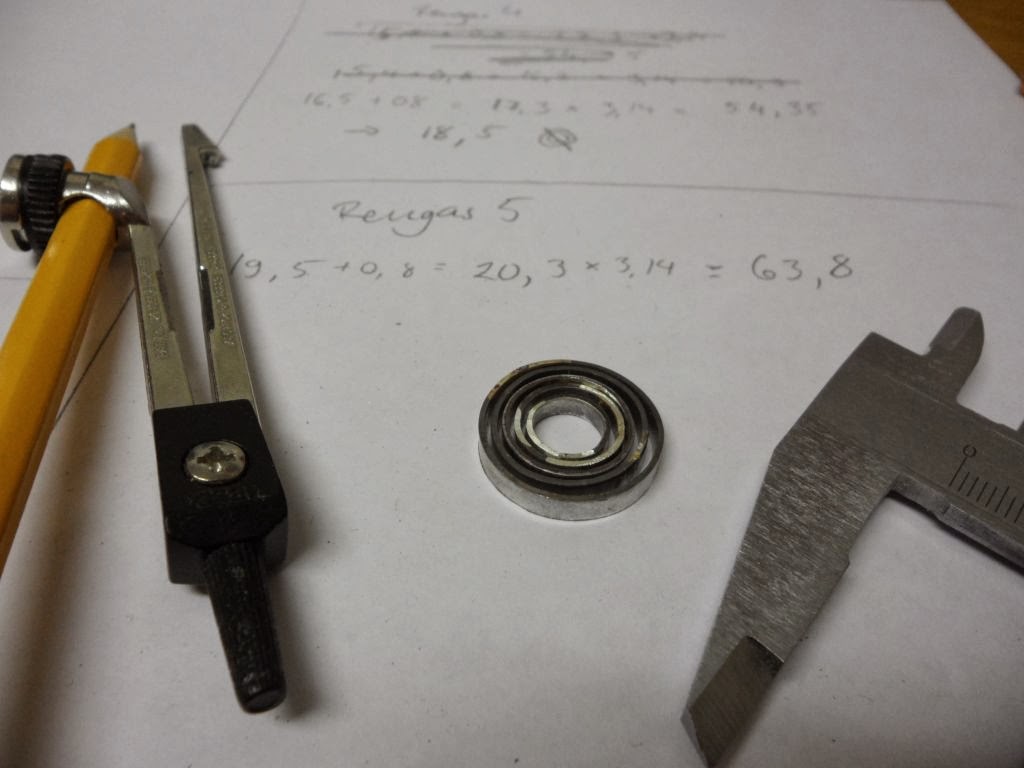
Mutta hetkinen, ensin tarvitaan pronssirenkaita palojen kiinnittämistä varten. Siis pronssilankaa käteen ja spiraalia vääntämään:
 |
| Spiraalin teko puupalikoiden välissä |
 |
| Sahaus |
 |
| Varovainen juotos, pikkuriikkiset renkaat |
 |
| Melkein soikeita. |
 |
| Koekiinnitys. Kääty alkaa muodostua |
 |
| Lukoksi kelpasi koukku ja lenkki |
Lukkolaitteessa päädyin yksinkertaiseen ratkaisuun, sillä yksinkertainen on todellakin kaunista enkä oikein luottanut taitoihini alkuperäiskorun lukkolaitteen replikoinnissa. Pihdit ja pronssilanka muotoutuivat toimivaksi S-koukuksi.
Kokoamisen jälkeen pyöräytin käädyn vielä kerran kiilloitusrummussa saadakseni sen puhdistettua kaikesta metallipölystä ja mahdollisista kemikaalijämistä ennen käyttöönottoa. Koru huuhdeltiin lopuksi lämpimässä vedessä ja kuivattiin pehmeällä, nukkaamattomalla rievulla.
Valmis.
 |
| Professori Björn Weckströmin Planetaariset Laaksot -korua mukaileva kääty. Tekijänä Kipene |
 |
| Kissa ei tahdo kuvaan. Foton otti V-P Kokkonen. |
Tällaisen käädyn valmistusprosessi on siis melkoisen monivaiheinen. Samanlaisilla tekniikoilla tehdään myös monien muiden korujen ja pronssiesineiden sarjat. Omista piensarjoistani voisin mainita esimerkkeinä aiemmin esitellyt Lemmenlantit, Povea Vartioivan Rintasoljen, Pikku Painajaiset sekä Berserkin.
Tämä pronssikääty ei tule koskaan myyntiin, vaan jää omaksi ilokseni muistoksi mukavista kouluprojekteista. Mikäli joskus tulisin miettineeksi asiaa, luulen, että korun hintana olisi sellaiset 65 euroa per levy eli 975 euron verran, Aitoa Lapponian korua myydään hopeisena noin 1500 euron hintaan. Hintansa väärti, sanoisin.
Mitä ovat lukijat mieltä?